





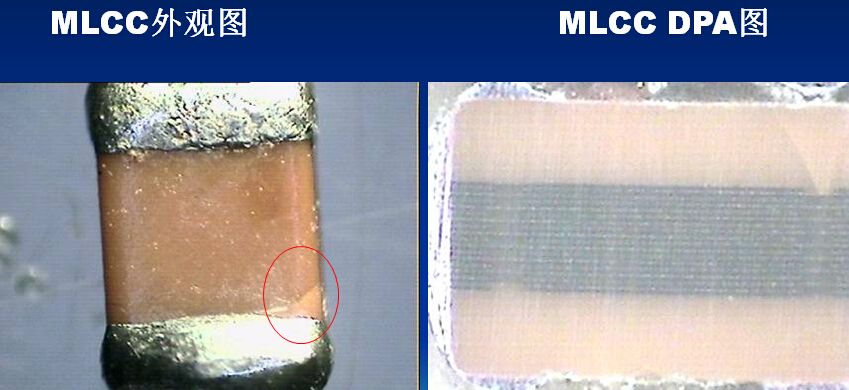
MLCC失效原因分析及对策
失效的原因
裝配过程中<工艺应用上>失效的原因;
热应力与热冲击;
金属的溶解;
基板和元件过热;
超声波清洗的损坏;
机械负载;
运输的振动;
机械冲击;
应力与热冲击;
老化<腐蚀、基板材料老化、蠕变斷裂、焊接疲劳>
电容器的失效模式与常见故障
钽电解电容器—电压过载击穿烧毁;浪涌电压冲击漏电流增大;极性反向短路;高温降额不足失效;
铝电解电容器—漏电流增大击穿;极性反向短路;高温降额不足失效;
有机薄膜电容器—热冲击失效;寄生电感过大影响高频电路功能实现;
MLCC(2类)—SMT工艺不当导致断裂或绝缘失效;Y5V温度特性不佳导致电路故障;
MLCC(1类)—RF设计选型匹配。
MLCC异常汇总分类
一、裂纹 (微裂、断裂、开裂和击穿)
二、端头脱落
三、电性能异常(C、DF、IR和TC)
四、抛料(国标GB≤0.3%,具体依设备定)
五、上锡不良 (假焊)
六、其它 (Q、ESR等)
MLCC失效开裂
一、MLCC本身制造方面的因素:
1、MLCC排烧时温控失调,有机物挥发速率不均衡,严重时会出现微裂纹;
2、内电极金属层与陶瓷介质烧结时因热膨胀系数不同,收缩不一致导致瓷体内部产生了微裂。(MLCC质量隐患);
3、编织线裂纹
二、MLCC应用生产工艺方面因素:
1、热冲击(结构本身不能吸收短时间内温度剧烈变化产生的机械应力所导致的机械性破坏,该力由于不同的热膨胀系数、导热性及温度变化率产生)
2、贴装应力(主要是真空吸放头或对中夹具引起的损伤<目前都使用视觉对中或激光对中取代机械对中>)
3、上电扩展的裂纹(贴装时表面产生了缺陷,后经多次通电扩展的微裂纹)
4、翘曲裂纹(在印制板裁剪、测试、元器件安装、插头座安装、印制版焊接、产品最终组装时引起的弯曲或焊接后有翘曲的印制板主要是印制板的翘曲)
5、印制板剪裁(手工分开拼接印制板、剪刀剪切、滚动刀片剪切、冲压或冲模剪切、组合锯切割和水力喷射切割都有可能导致印制板弯曲)
6、焊接后变形的印制版(过度的基材弯曲和元器件的应力)
MLCC失效击穿
产生的原因:
1、MLCC本身耐压不够大(介质厚度偏薄、内部有短路缺陷);
2、PCB板模块电路设计不合理,存在漏电短 路的缺陷;
3、SMT生产工艺中造成的锡渣、锡珠、锡桥等短路现象;
4、上电测试时电压过高、或产生的瞬间脉冲电压过大等不良操作。
MLCC失效端头脱落、剥落
产生的原因:
1、端电极与陶瓷体结合强度较低 、端接工
艺没控制好,致使烧结时结合度较弱;
2、PCB组装调试、整机组装及运输过程中轻
微撞击及人为操作不当等产生较强的机
械应力冲击而造成的 。
成品工艺:
SMT (Surface Mount Technology)
表面(组装)贴装技术
Dipping 插件工段
Packing 成品检测包装工段
抛料不良汇总
㈠ 设备不良原因
a、Feeder料盘没上好;
b、吸嘴(buzzer)清洗不清洁,吸嘴真空压力不到位;
c、吸嘴磨损过大、吸嘴表面不清洁;
d、吸嘴未校正不精确,吸料时发生偏移;
e 、X&Y轴定位不精确(环球设备自动拾取校正)、Z轴高度调整,有的贴片机Z轴的高度是依据元件的厚度而设定的;
f、PCB的表面平整度超出标准(印刷锡膏厚度不良);
g、元件库的数据正确性(机台有关电容的相应参数长、宽和厚设置不到位);
h、相机镜面的清洁; ;
i、作业员操作不当(未按上料流程).
㈡来料不良原因
a、料孔太大或太窄;
b、纸带偏薄,模具打孔磨损太大,纸带孔偏小卡料;
c、纸带受潮,膨胀的纸带会缩小料孔的空间;
d、下盖带过粘,下盖带烙铁头温度过高,致使下盖带粘附力过强(产品编带后放置过久);
e、上盖带中途断掉,致使中途抛料;
f、产品外观有缺陷.
MLCC失效解决方案
㈠设备不良原因:
更换设备零部件(buzzer、Feeder等)、优选设备参数,调整设备使之运转正常。
㈡来料不良原因:
检查来料状况,确保料带、料孔、产品尺寸规格符合标准(GB)。
MLCC失效上锡不良
MLCC自身方面:
产品倒角弧度过大、电镀端头厚度、镀层不均,镀层污染、端头氧化等不良现象。
OEM 生产工艺:
生产制程不匹配(有铅和无铅),焊盘PAD氧化、锡膏失效、锡膏印刷厚度不够、焊接温度较低,锡膏选型兼容性不好等不良现象。
MLCC产品方面:
控制倒角弧度、调整端头电镀厚度、调配电镀药水确保镀层均匀,镀层无污染、端头无氧化。
OEM 生产工艺:
调整生产制程使(有铅和无铅)尽可能相容,确保焊盘PAD无氧化、锡膏正常、调整锡膏印刷厚度、主要是焊接温度调整。
回流区需要注意事项
回流作用:说白了就是使焊膏融化达到焊接的效果。
该区典型温度最好控制在205~230℃
温度太高:超过2~5 ℃ /s,峰值温度比推荐高,会引起PCB板过度分卷曲、脱层或烧损,损害元件的完整性、瓷体裂纹和墓碑现象;
温度太低:焊膏不能彻底融化,会出现虚焊等不良现象。
冷却区需要注意事项
理想的冷却区曲线应该是和回流曲线成镜像关系,焊点达到固态的结构越紧密,得到的焊接点质量越高,结合完整性越好。
冷却过快:快速的冷热变化,对组件造成暂时的温度差,这使组件承受热-机械应力.当温差过大时,导致组件的陶瓷与玻璃部分产生应力裂纹。

编辑:admin 最后修改时间:2023-03-21





